

KONICA MINOLTA
Cabina de luz Evaluación del color
KONICA MINOLTA
Equipos líderes en el área de Plasticos

.jpg)
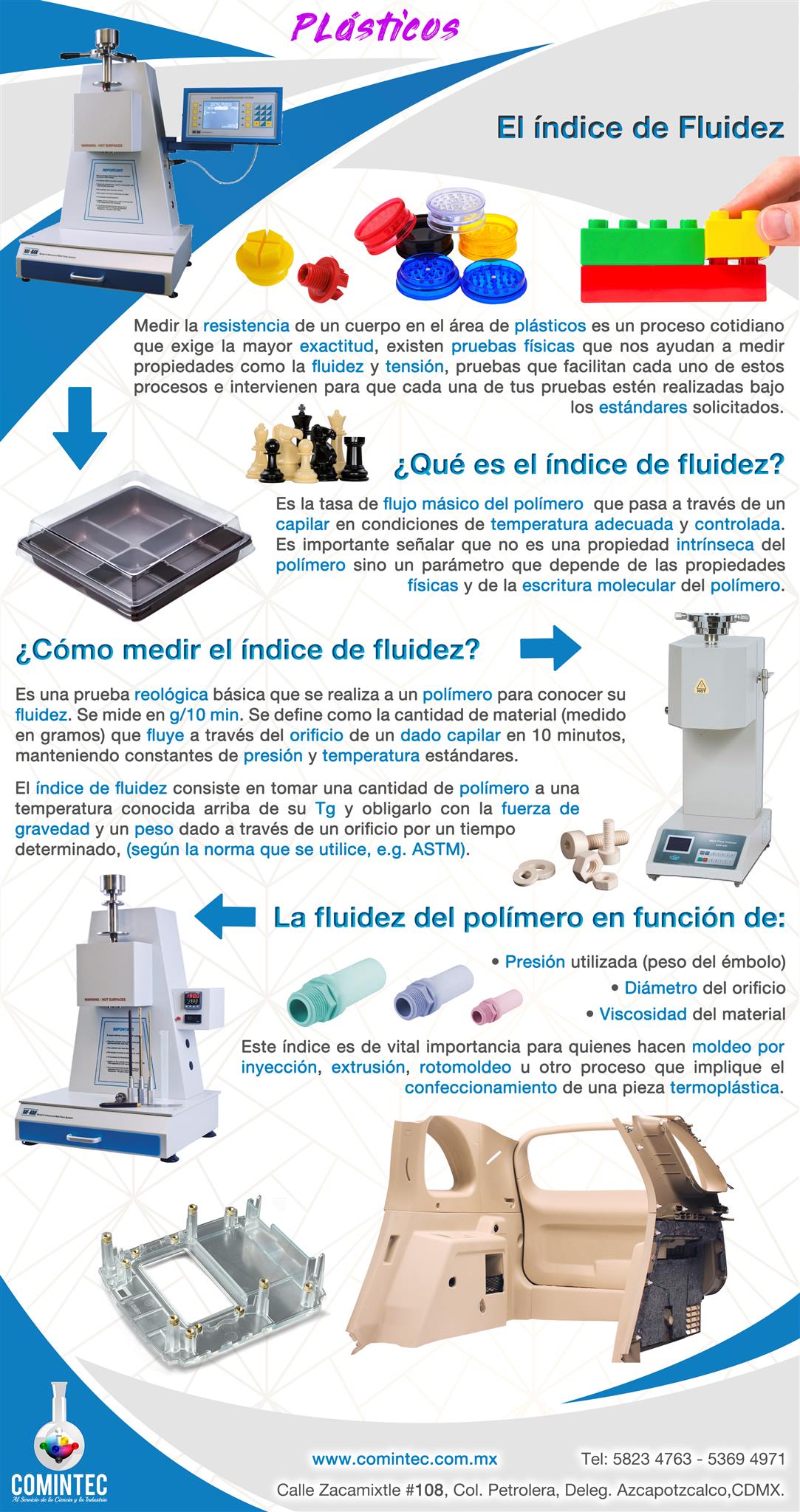
La industria de los materiales termoplásticos utiliza el índice de fluidez (MFI) como una herramienta básica para el control de la calidad y la aceptación de los productos entrantes. La medida de las propiedades de flujo está contenida en la tarjeta de identidad, y se utiliza como una verificación para comprobar si el grado de plástico está dentro del rango de fluidez requerida. Esto se utiliza comúnmente para poliolefinas (polietileno HDPE, LDPE, LLDPE, y polipropileno PP).
De acuerdo con la norma ISO 1133 y ASTM D1238, el MFI es el peso del polímero fundido a través de una boquilla estándar (2.095 x 8 mm) a una temperatura dada y con un peso estándar aplicado al pistón, que empuja la muestra.
La ISO 1133 especifica dos métodos para la prueba: El procedimiento A es un método manual de medición de masa, en el que segmentos cronometrados de la pieza extruida se pesan con una balanza después de la prueba para determinar el ratio de masa fundida (MFR). Esto se expresa en g/10 min. El procedimiento B es un método de medición de desplazamiento, basado en la medida del desplazamiento del pistón por medio de un encoder. El resultado es el ratio de volumen fundido (MVR).
Expresado en cm3/10 min, es la media de los diferentes datos obtenidos por el encoder. La densidad de masa fundida se mide también y se utiliza para calcular el MFR relacionado. Sugerimos la medición del MVR cuando se comparan termoplásticos con o sin aditivitos, así como cuando se comparan los materiales con aditivos diferentes.
Comparación de materiales:
Debemos prestar especial atención a la comparación de la fluidez de dos o más materiales.
El ensayo del MFI es un ensayo que podemos denominar “estático", quiere decir que al polímero le aplicamos una 'shear stress' (peso) constante como input y el 'shear rate' es un 'output'. Es la consecuencia del esfuerzo aplicado a un material y de la viscosidad del mismo. Cuanto más rápido sale el material mas 'shear rate' estamos aplicando y viceversa. En estos ensayos los valores de 'shear stress' y 'shear rate' son bajos, tanto que normalmente estamos en la zona de la curva de viscosidad del material en la que el comportamiento del mismo es Newtoniano o casi Newtoniano.
Es evidente que al aplicar un peso, según norma del ensayo del indice de fluidez, la aplicación del esfuerzo sobre el plástico es un esfuerzo constante y de bajo nivel de cizalla. Nada que ver con el proceso de inyección donde aplicaremos un esfuerzo creciente y de mayores niveles de cizalla y deformación a través de la presión de inyección aplicada.
Cuando los plásticos son sometidos a los esfuerzos de deformación habituales en un proceso de inyección su comportamiento difiere del que se observa en el ensayo de fluidez estático de laboratorio. La declinación en la viscosidad puede ser muy diferente en estas condiciones de proceso también entre dos polímeros que tengan valores similares en el valor de fluidez en el ensayo de fluidez.









· SEMINARIOS:
Tienen como objetivo exponer la importancia del control de calidad en el color...
· EXPOSICIONES:
Participando con las mejores marcas de instrumentos de medición, control de calidad e insumos para laboratorio...

 Descarga gratis nuestro Boletín
Descarga gratis nuestro Boletín